|
|
|
|
RHEINZINK® - Angled Standing Seam
Product Overview
In the realm of sheet metal technology, the angled standing seam is a relatively new development: it has only received mention in technical literature since the beginning of the 20th Century. For roofs with a pitch of at least 25°, it constitutes the norm. Compared to the double lock standing seam, seam closure of prefabricated sections is particularly easy, as the finished angled standing seam is created by only seaming one side. The angled standing seam is preferred in visible areas, where the pitch of metal roofing is higher, e.g. parapets, attics and mansard roofs; whether in traditional vertical, diagonal or horizontal application. Although it appears wider than the double standing seam, the angled standing seam still offers prominent vitality and quite a slender effect to the structure of large surfaces.
Technology
 |
Description of system
The angled standing seam is distinguished by its low material stress. In contrast to the double lock standing seam, only one side is closed - either by machine or by hand. Onsite, the angled standing seam is produced with the aid of a profiler. |
Surface Quality
The patination process of RHEINZINK - material can take longer in the façade area. In the transition period, bright-rolled material with qualities more likened to thin sheet metal, tends to reflect light.
RHEINZINK-façade cladding should principally be carried out in RHEINZINK-"pre-weathered-pro blue-grey" or "graphite-grey"* surface qualities.
Furthermore, we recommend using sheet material in order to significantly reduce wave formation, which is specific to thin sheet metal.
Surface Protection
In order to protect the surface during manufacture and transport, and to provide protection against negative influences during the construction phase, we recommend covering the material in foil at the factory. The self-adhesive strippable film should be removed directly after installation at the end of each working day.
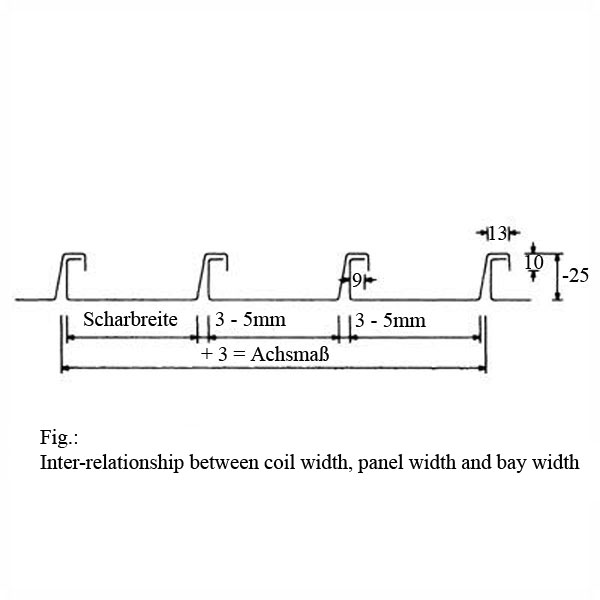 |
Section width / Thickness of material
|
Section lengths
The section length should be reduced to a maximum of 6.0 m, otherwise it is almost impossible to handle behind scaffolding. The optimum reduction of distortion is acheived with section lengths of 3.0. The sections are joined together with a single cross seam.
Fastening
| Coil width/mm Section width/mm* Section width/mm** Metal thickness/mm |
500 420 430 0.7 |
570 490 500 0.7 |
600 520 530 0.7 |
670 590 600 0.7 |
700 620 630 0.7 |
800 720 730 0.8 |
| Wind load in kN/m² | ||||||
| - 0.3 - 0.6 - 0.9 - 1.2 - 1.5 - 1.8 - 2.1 - 2.4 - 2.7 - 3.0 - 3.3 - 3.6 - 3.9 - 4.2 - 4.5 - 4.8 - 5.1 |
4/500 4/500 4/500 4/500 6/350 7/300 8/250 8/250 10/200 11/200 11/200 13/150 13/150 15/150 15/150 17/100 17/100 |
4/500 4/500 4/500 4/500 6/350 7/300 8/250 8/250 10/200 11/200 11/200 13/150 13/150 15/150 15/150 17/100 17/100 |
4/500 4/500 4/500 4/500 6/350 7/300 8/250 8/250 10/200 11/200 11/200 13/150 13/150 15/150 15/150 17/100 17/100 |
4/500 4/500 4/500 4/500 6/300 7/300 9/250 9/250 10/200 11/150 11/150 13/150 |
4/500 4/400 4/400 4/400 6/250 7/250 9/200 9/200 10/150 |
4/400 4/400 4/400 4/400 6/250 7/250 9/200 |
Note: Establishing the clips and spacing of clips is based on an average section length of ca. 3 m.
* approx. section width when manufactured manually
** approx section width when manufactured by machine
Table: Minimum number of RHEINZINK-clips (per square meter)/max. distance between clips (mm) depending on wind load
| Coil width/mm Section width/mm* Section width/mm** Metal thickness/mm Number of clipsl/m² |
500/570/600 420/490/520 430/500/530 0.7 n/s |
670 590 600 0.7 n/s |
700 620 630 0.7 n/s |
800 720 730 0.8 n/s |
|
| Building height in m | Building area | ||||
| 0 to ≤ 8.0 | Corner Edge Centre |
7/300 4/500 4/500 |
7/300 4/500 4/500 |
7/250 4/400 4/500 |
7/250 4/400 4/500 |
| > 8.0 to ≤ 20.0 | Corner Edge Centre |
10/200 6/350 4/500 |
10/200 6/350 4/500 |
10/150 6/300 4/400 |
|
| > 20.0 bis ≤ 100 | Corner Edge Centre |
13/150 8/250 4/500 |
13/150 8/250 4/500 |
* approx. section width when manufactured manually
** approx. section width when manufactured by machine
Table: Lowest number n of RHEINZINK-clips in Germany. Establishing the number depends on the height of the building and the section width/metal gauge according to the design loads of DIN 1055, Part 4 and/or prEC 1; s = distance between clips in mm, n = lowest number of clips/m²
Fixed Clip Area
Fixed clips, which prevent the sections from slipping, should be installed on the upper 1 - 3 m of the facade, depending on height of building (total length of individual sections).
Fasteners
In Europe, flat-headed nails and roofing nails have become the suitable fasteners for clips.
Fastening RHEINZINK-sections depends primarily on the type and design of the substructure. The demands on the construction, beginning with wind loads as well as section width and thickness of metal, must be considered when selecting the fasteners.
Cross Seams
Cross seams are created for design purposes and to separate individual section lengths. In façade cladding with angled standing seam, the individual sections are joined together with a simple cross seam.
 |
RHEINZINK® - Angled Standing Seam
|
 |
RHEINZINK® - Angled Standing Seam In the realm of sheet metal technology, the angled standing seam is a relatively new development: it has only received mention in technical literature since the beginning of the 20th Century. For roofs with a pitch of at least 25°, it constitutes the norm. Compared to the double lock standing seam, seam closure of prefabricated sections is particularly easy, as the finished angled standing seam is created by only seaming one side. The angled standing seam is preferred in visible areas, where the pitch of metal roofing is higher, e.g. parapets, attics and mansard roofs; whether in traditional vertical, diagonal or horizontal application. Although it appears wider than the double standing seam, the angled standing seam still offers prominent vitality and quite a slender effect to the structure of large surfaces. |
* available on request